
O Aço H13 (VH13) de alta tenacidade, alta temperabilidade, grande resistência ao amolecimento pelo calor e choque térmico. Apresenta boa resistência ao desgaste em temperaturas elevadas e ótima usinabilidade.
Composição química
| Carbono (C) | Silício (Si) | Manganês (Mn) | Molibdênio (Mo) | Vanádio (V) |
| 0,40 | 0,93 | 0,35 | 1,50 | 0,90 |
Normas similares
| ASTM | Villares | AISI | JISG | W Nr. | DIN |
| A 681 Tipo H13 | VH13 | H13 | 4404-72 Tipo SKD 61 | 1.2344 | X 40 CrMoV 5 1 |
Propriedades Físicas
| Condutividade Térmica | 20ºC | 350ºC | 700ºC |
| (W/mK) | 24,0 | 28,3 | 29,3 |
Expansão Térmica
| Intervalo de temperatura (ºc) | 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 |
| Coef. exp. térmica(10-6m/mk) | 11,5 | 12,0 | 12,2 | 12,5 | 12,9 | 13,0 |
Características gerais
Aço ferramenta para trabalho a quente e moldes para injeção de plástico, caracterizado por:
Estado de fornecimento
Recozido, com dureza máxima de 207 HB.
Alívio de tensões
Deve ser realizado após usinagem e antes da têmpera. O alívio de tensões é necessário em peças com gravuras e perfis, nas quais a retirada de material tenha sido superior a 30%, a fim de minimizar as distorções durante a têmpera. O procedimento de alívio deve envolver aquecimento lento até temperaturas entre 500 e 600ºC e resfriamento em forno até a temperatura de 200 ºC. Se aplicado após o trabalho, o alívio de tensões deve ser realizado em uma temperatura 50ºC inferior a temperatura do último revenimento.

Têmpera
O aquecimento para tempera deve ser entre 1010 e 1030°C. Recomenda-se pré-aquecer as ferramentas.
Resfriar em
Nota: O aço H13 pode ser temperado em forno a vácuo.
Revenimento
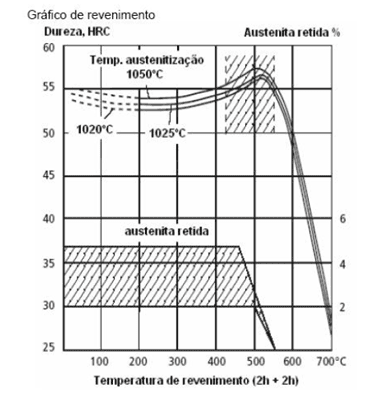
As ferramentas devem ser revenidas imediatamente após a têmpera, tão logo atinjam 60 ºC. Fazer, no mínimo, 2 revenimentos e entre cada revenimento as peças devem resfriar lentamente até a temperatura ambiente. Temperaturas de revenimento entre 550 e 650 ºC, conforme a dureza desejada (curva abaixo). O tempo de cada revenimento deve ser, de no mínimo, 2 horas. Para peças maiores que 70 mm, devem-se calcular o tempo em função de sua dimensão. Considerar 1 hora para cada polegada de espessura.
Curva de revenimento
Nitretação do aço H13
Recomendada quando são requeridos altos níveis de dureza superficial e resistência à abrasão. Deve ser realizada após a têmpera e revenimento, desde que a temperatura de nitretação seja no mínimo 50 ºC inferior à temperatura do último revenimento.
Eletroerosão
Quando utilizada a eletroerosão nos moldes ou matrizes tratados, recomenda-se remover a camada superficial alterada (camada branca) com rebolo de grana fina. Revenir novamente a peça em uma temperatura 50ºC abaixo do último revenimento realizado.
Aplicações do H13
Fonte: Villares
Nota: Todas as informações apresentadas sobre o aço H13 são apenas orientativas. Elas não têm relação com garantias de propriedades específicas.
Aproveite e dê uma olhada em:
 |  |  |



