
7 de julho de 2021

Sumário
A seleção do aço ferramenta é talvez um dos fatores mais importantes a se considerar no projeto e construção de uma matriz de corte, mas também devemos avaliar as operações. Na matriz de corte, o projeto e a dinâmica do processo podem influenciar diretamente na produtividade da ferramenta.
Um grande problema que a indústria de construção de matriz de corte enfrenta é como projetar e construir a ferramenta para cortar materiais especiais enquanto reduz o custo da matriz. O corte e a conformação de aços ultra resistentes e superligas, por exemplo, exigem aços-ferramenta com grande tenacidade e resistência ao desgaste.
As falhas na matriz de corte podem ser um problema comum no trabalho com esses materiais especiais. Portanto, considerar todas as características importantes de um aço para ferramentas e selecionar o correto pode ser a diferença entre a falha e o sucesso da matriz.
O funcionamento básico se dá com um punção (ou lâmina móvel) que é deslocado até uma peça e a empurra contra a matriz de corte (ou lâmina fixa). Normalmente, a folga entre os dois é de 5 a 40% da espessura do material, mas depende do material. Afeta o acabamento do corte (rebarba) e o consumo de energia da máquina.
Isso faz com que o material apresente tensões de cisalhamento altamente localizadas entre o punção e a matriz. O material irá então se separar do bulk quando o punção tiver movido 15 a 60% da espessura do material, porque as tensões de cisalhamento são maiores do que a resistência ao cisalhamento do material e o restante do material está rasgado.
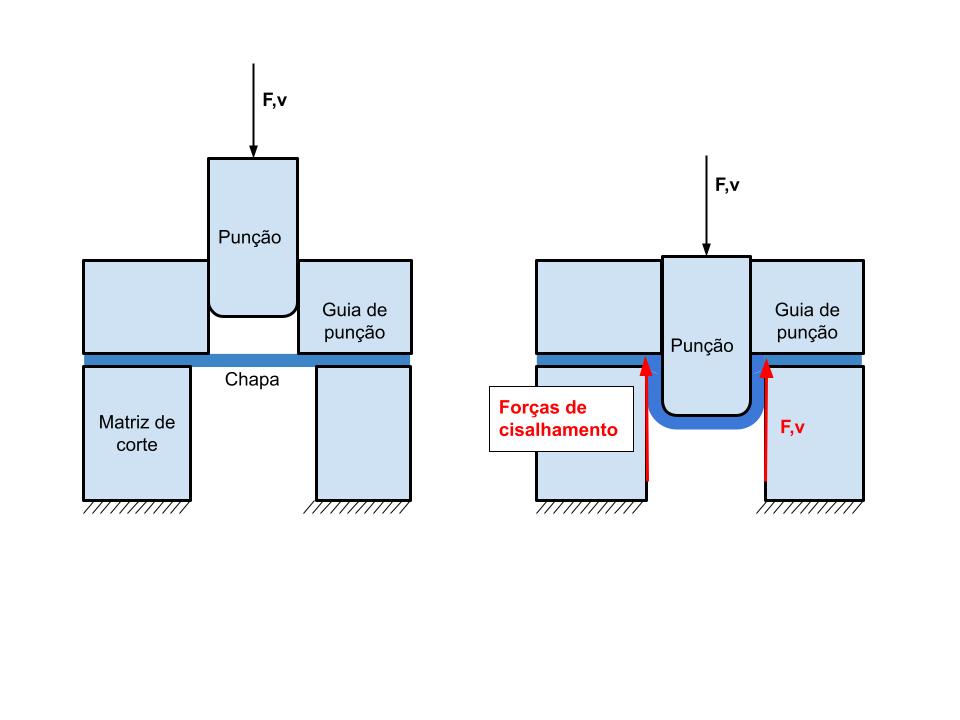
Figura 1 – Tensões em diferentes planos, no caso, em uma barra submetida a uma força de tração.
Duas seções distintas podem ser vistas em uma peça de trabalho cortada, a primeira parte sendo deformação plástica e a segunda sendo fraturada. Devido à falta de homogeneidade normal nos materiais e às inconsistências na folga entre o punção e a matriz, a ação de cisalhamento não ocorre de maneira uniforme. A fratura começará no ponto mais fraco e progredirá para o próximo ponto mais fraco até que a peça inteira tenha sido cortada; isso é o que causa a borda áspera. A borda áspera pode ser reduzida se a peça de trabalho for fixada por cima com uma almofada de matriz. Acima de certa pressão, a zona de fratura pode ser completamente eliminada. [3] No entanto, a borda cortada da peça geralmente apresenta endurecimento e rachaduras. Se a peça de trabalho tiver muita folga, ela pode sofrer capotamento ou rebarbas pesadas.
O desempenho, sem dúvida, precisa ser considerado. Independentemente do preço, usar um aço ferramenta que não tenha um desempenho adequado é caro, como também, um desperdício.
Os aços ferramentas falham de maneiras diferentes. Alguns falham devido ao desgaste abrasivo ou adesivo severo, outros falham devido a rachaduras, lascas ou deformação plástica. A seleção de um aço ferramenta para determinada aplicação depende principalmente das falhas que se espera serem mais prováveis.
A seleção do aço ferramenta requer mais do que apenas conhecimento das propriedades do aço. O número de peças a serem produzidas, bem como o tipo, espessura e dureza do material de trabalho, devem ser levados em consideração.
A ideia básica é escolher um aço ferramenta que elimine todos os tipos de falhas, exceto o desgaste.
Portanto, para escolher corretamente, primeiro você precisa entender os tipos de falhas que ocorrem:
O material cortado às vezes contém elementos que podem corroer a superfície do aço da ferramenta. O aço com alto teor de carbono geralmente contém óxido de partículas duras que corroem a superfície do aço para ferramentas. De modo geral, para formar materiais mais duros e mais fortes, é necessário aço ferramenta com alta resistência ao desgaste. Uma das coisas mais importantes a ser considerada é o ângulo de ataque da partícula abrasiva [1].
Quando o aço da ferramenta e o material da folha não são compatíveis ou são metalurgicamente semelhantes, a microssoldagem ou soldagem a frio pode ser puxada para fora da superfície da ferramenta. Tal como a perda de material da ferramenta pode resultar em desgaste significativo da superfície da ferramenta.
Este é um problema comum na conformação de aço inoxidável. Por exemplo, AISI D2, um aço para ferramentas com alto teor de carbono (~1.5%) e cromo (~12%), normalmente é escolhido para corte de aço inoxidável 409 e 439. Os dois principais elementos que compõem o aço inoxidável são o níquel e o cromo. Quando o alto cromo no aço ferramenta faz interface com o cromo no aço inoxidável, ocorre a colagem, devido à interação dos átomos. As soluções são usar um aço ferramenta diferente ou revestir o AISI D2 com um revestimento de carboneto ou TiN.
Temos sempre que lembrar que a seleção do aço ferramenta não se trata apenas de tenacidade e resistência ao desgaste, mas também do atrito de interface que resulta durante o processo de corte. A Figura 1 mostra uma peça sem e com falha.
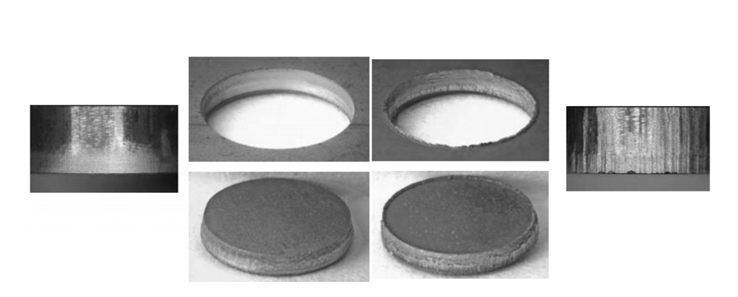
Figura 2- Corte realizado com uma punção em bom estado, à esquerda, e em elevado estado de desgaste, à direita [2,3]
As trincas tendem a ocorrer espontaneamente e geralmente significa que a seção da matriz precisa ser reparada ou provavelmente substituída. Trincas geralmente resultam de métodos de retificação ou usinagem inadequados.
Normalmente, os departamentos de manutenção das ferramentarias não são equipados com rebolos adequados para cada tipo de aço. Usar um disco tira material adequadamente durante o esmerilhamento pode resultar na queima do aço ferramenta. O calor excessivo gerado frequentemente resulta em falha térmica ou microfissuras da superfície, que podem se propagar em trincas maiores.
Trincas geralmente resultam de carga de choque excessiva do aço ferramenta. Seções de aço ferramenta usinadas com cantos vivos internos ou radiais também estão mais sujeitas a trincas.
O lascamento ocorre quando existe uma grande tensão confinada a uma área isolada. As trincas geralmente fazem com que pequenos fragmentos do aço da ferramenta caiam. O lascamento da ponta é um problema comum com o piercing.
Quando a resistência ao escoamento do aço ferramenta é excedida, ocorre a deformação plástica. Isso pode ser o resultado de dureza insuficiente do aço ferramenta ou força de impacto extrema.
Conteúdo não pode ser publicado ou redistribuído sem prévia autorização. Elaboração e Edição: Thiago Cortiz e Renata Brandolin
Referências Bibliográficas
[1] ZUM GHAR, K. H. Microstructure and Wear of Materials. Tribology Series, v. 10, Elsevier Science Publishers, Amsterdan. 560p. 1987.
[2] CORDEIRO, Ivo José Parreira. DESGASTE DE UMA MATRIZ DE FORJAMENTO A QUENTE CONSIDERANDO O AMACIAMENTO DEVIDO AO REVENIMENTO. 2016. 164 f. Dissertação (Mestrado) – Curso de Engenharia Mecânica, Universidade do Porto, Porto, 2016.
[3] Thomas Hillskog. 2015. Cold Work Tool Steels – Presentation, Uddeholms AB. Portugal: Uddeholms AB.