
3 de outubro de 2022

Sumário
Uma propriedade mecânica muito estudada e importante para ciência e engenharia em geral é a Ductilidade. Quando falamos que algo é dúctil, ele apresenta a propriedade de ductilidade com grande expressão. Já um material que não é dúctil, apresenta menos ou não apresenta a ductilidade. Aqui vamos avaliar o que é essa propriedade.
Para avaliar propriedades mecânicas em materiais, principalmente em aços, é sugerido ao leitor acessar os seguintes textos:
Uma das formas de avaliar a ductilidade em um material é o ensaio de tração deformação, onde uma força é aplicada ao material e ele deforma (ou não) de acordo com o aumento da força. Materiais que não são dúcteis quebram sem se deformar (ou muito pouco) durante o ensaio, enquanto materiais dúcteis deformam muito durante o ensaio. Assim, podemos definir como ductilidade o grau de deformação plástica de um material antes da fratura [1]. Na Figura 1, abaixo, temos um corpo de prova com as medidas da norma.
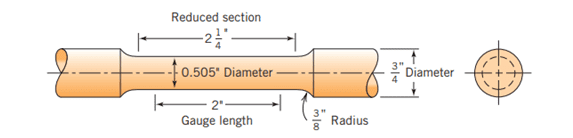
Figura 1 – Corpo de prova para um teste de tensão deformação, com as medidas fornecidas pela norma [1].
Um material dúctil é um material que pode ser deformado. Para quantificar o quanto ele pode ser deformado, utilizamos o teste de tração deformação, e avaliamos o quanto ele aumentou em comprimento ou quanto diminuiu em espessura [2, 3]. Em aços, o aumento de carbono em massa, por exemplo, aumentará à resistência a tração, mas diminuirá a ductilidade [4].
Em metais a ductilidade está relacionada ao encruamento. Assim, sob condições em que a maclação, por exemplo, contribui para o encruamento aparente, são esperados alongamentos uniformes estendidos [5]. Em circunstâncias em que o encruamento efetivo é reduzido pela maclação, a deformação será uniforme em uma faixa reduzida de deformação [5, 6].
Onde surge o “amolecimento durante o trabalho” local, em defeitos de macla recém-formados, por exemplo, as tensões podem se tornar tão altas que os vazios são formados nas maclas e dentro delas. Há muito se sabe que isso é um mecanismo de falha em monocristais [7, 8, 9], mas há evidências crescentes de que também é possível que isso ocorra em policristais [6]. A diferença entre um material cristalino e não cristalino é apresentada na Figura 2.
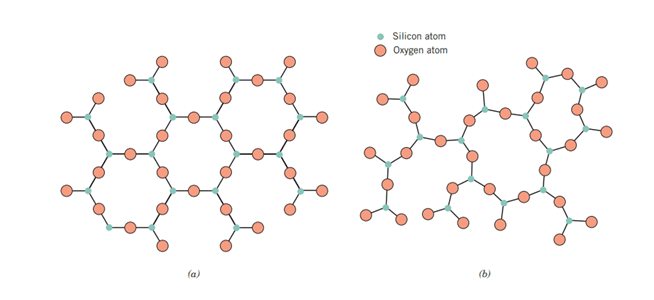
Figura 2 – a) SiO2 cristalino; b) SiO2 não cristalino [1].
Por outro lado, a ductilidade do aço é influenciada, também, pela distribuição de carbonetos que podem variar de partículas esferoidais a cementita perlítica lamelar. A Figura 3 apresenta como ocorre a formação da perlita. Comparando a cementita esferoidal com sulfetos de morfologia semelhante, as partículas de carboneto são mais fortes e não trincam ou exibem descoesão em pequenas deformações, com o resultado de que um aço esferoidizado pode suportar deformação substancial antes que os vazios sejam nucleados e, portanto, exibe boa ductilidade [10].
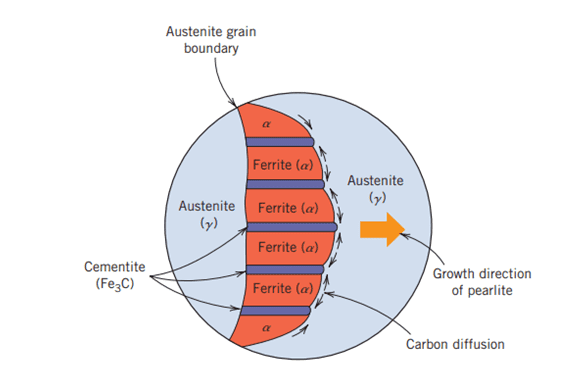
Figura 3 – Representação esquemática da formação da perlita a partir da austenita; direção da difusão do carbono indicada pelas setas [1].
A deformação necessária para a nucleação de vazios diminui com o aumento da fração volumétrica de carboneto e, portanto, pode ser relacionada ao teor de carbono do aço. A cementita perlítica não trinca em pequenas deformações, mas a deformação crítica para nucleação de vazios é menor do que para carbonetos esferoidizados [10].
Outro fator que reduz a ductilidade geral dos aços perlíticos é o fato de que uma vez que uma única lamela trinca, essa trinca é propaga por grande parte de uma colônia de perlita, levando a trincas bem definidas nas regiões de perlita. O resultado é que as fraturas de dimples dúcteis normais são obtidas com perlita fraturada na base das dimples [10, 11].
Os efeitos das segundas fases sobre a ductilidade do aço são os causados por sulfetos, que têm um efeito mais pronunciado do que qualquer distribuição de carboneto. Isso ocorre porque, no caso das inclusões de sulfetos, os vazios nucleiam em um estágio muito inicial do processo de deformação. O efeito secundário da forma da partícula tanto para carbonetos quanto para sulfetos também é indicado [10].
A ductilidade também está associada à temperatura do material. Em aços, a tensão máxima é essencialmente independente das concentrações residuais e de soluto, estrutura fundida e tratamento térmico prévio. Acima de 1250°C os aços são dúcteis próximos à temperatura de fusão. Abaixo de 1250°C a ductilidade diminui o grau de redução da ductilidade e a faixa de temperatura na qual a mudança ocorre dependendo da composição, estrutura do fundido e tratamento térmico [12].
Entretanto, a ductilidade pode diminuir em temperaturas mais altas com altos níveis de enxofre e fósforo no aço. Aumentar o enxofre de 0,010 para 0,025 por cento em massa em aços fundidos diminui significativamente a ductilidade. O tamanho de grão refinado também tende a reduzir a ductilidade [12].
O pré-aquecimento do aço próximo ao seu ponto de fusão antes do teste de tração deformação reduz evidentemente a ductilidade abaixo de 1250°C na maioria dos aços. Postula-se que isso se deve à refusão local de bolsões de material ricos em soluto que se estendem ao longo dos contornos de grão. O material estendido é quebradiço em temperaturas mais baixas, reduzindo a ductilidade do aço [12].
A laminação a frio de metais é um método muito interessante para conformação. Verifica-se que a laminação a frio aumenta o limite de escoamento e as resistências à tração de um metal sem qualquer efeito significativo na rigidez, enquanto a ductilidade é diminuída.
Assim, apesar de suas propriedades mecânicas superiores, um material laminado a frio é inferior a um material recozido para qualquer operação subsequente de conformação a frio, como estampagem profunda ou conformação simples. Alguns estudos sobre a conformação a frio de polímeros termoplásticos foram realizados no final dos anos cinquenta [13, 14]. O interesse prático no problema foi limitado devido ao grande retorno elástico observado em peças plásticas conformadas a frio [15].
Estudos posteriores do efeito da laminação a frio em termoplásticos revelaram que os plásticos laminados a frio não sofrem da desvantagem inerente de diminuição da ductilidade observada em metais. Abaixo, na Figura 4 é apresentada a esquematização de um polímero fabricado pelo método convencional.
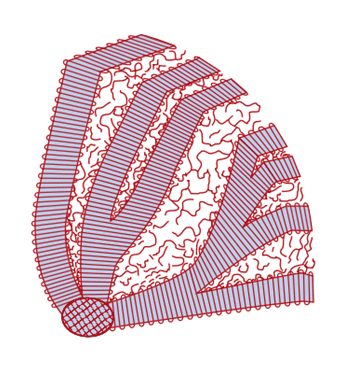
Figura 4 – Estrutura de uma esferulita encontrada em alguns polímeros semicristalinos (esquemático). Cristalitos dobrados em cadeia irradiam para fora de um centro comum. Separando e conectando esses cristalitos estão regiões de material amorfo, onde as cadeias estão desordenadas [1].
Os efeitos da laminação a frio nas propriedades mecânicas de vários polímeros amorfos foram relatados em diversos estudos, o que promoveu um avanço na indústria e aplicação das propriedades do polímero. Apesar de sua resistência superior, poucos polímeros cristalinos foram investigados [15].
Quanto aos polímeros cristalinos, o efeito da laminação no polipropileno e no polietileno por é avaliado principalmente na direção que ela é realizada, mostrando que a laminação uniaxial leva a um aumento da resistência à tração na direção longitudinal. A resistência à tração na direção transversal não é significativamente alterada [15].
Com a laminação biaxial, a resistência à tração em ambas as direções aumenta, e o aumento da resistência em qualquer direção é aproximadamente proporcional à quantidade de laminação naquela direção, enquanto que o módulo de Young do polipropileno diminui na laminação [14].
Medições de dureza em alguns polímeros amorfos mostram que a dureza primeiro diminui com o aumento da redução da espessura, mas em valores mais altos de trabalho a frio ela inverte e se aproxima do valor original [14]. A ductilidade dos polímeros laminados em muitos casos é superior do que a dos polímeros não laminados, tanto na direção longitudinal quanto na transversal.
A variação nas propriedades mecânicas dos polímeros como resultado da laminação a frio não segue nossa experiência com metais. O aumento da ductilidade com um aumento simultâneo da resistência à tração é algo completamente inédito em metais [15]. A diminuição da dureza com o trabalho a frio é, no mínimo, estranha.
A observação de que o módulo de Young de alguns polímeros diminui na laminação e de outros aumenta é contraditória [15]. Quase não há esforço suficiente para explicar esse comportamento mecânico conspícuo dos polímeros que resulta da laminação.
A austenita retida desempenha um papel importante na liga de aço para obter alta resistência e excelente ductilidade. Um processo de pré-têmpera pode ser realizado a fim de refinar a microestrutura do aço, por exemplo, AISI H13. As propriedades mecânicas podem ser efetivamente melhoradas com resistência à tração ~1921 MPa, limite de escoamento ~1534 MPa, resistência ao impacto ~13,8 J‧cm-2, alongamento ~11,8% e dureza ~53,2 HRC [16].
Além disso, a resistência à tração e a dureza podem ser mantidas acima de 83% após a manutenção em 550℃ por 50h, que apresentam ser superiores à resistência à tração (1569 MPa) e dureza (48,3 HRC) considerando o tratamento tradicional de têmpera de 600℃ que é aplicado para o AISI H13 na indústria [16].
Esses novos tipos de tratamentos térmicos mostram uma melhora na resistência pela martensita temperada com deslocamento de alta densidade e carbonetos dispersos em aço H13, enquanto a ductilidade pode ser melhorada pela austenita retida em ripas estáveis. Espera-se que o processo de pré-temperamento possa ser aplicado amplamente em outros aços de matriz para desempenho superior [16].
Outro método muito bem empregado e já consolidado na indústria é o de tratamento criogênico. Em aços para trabalho a frio é um método aplicado para necessidades de grande intensidade, com objetivo de aumentar ao máximo as propriedades mecânicas dos materiais.
O tratamento criogênico fornece uma evolução microestrutural e aprimoramento das propriedades mecânicas do aço ferramenta AISI D2 [17], mas também em aços rápido, como o AISI M2. Sugiro, para este tópico, a leitura do seguinte texto:
O tratamento criogênico é realizado na temperatura do nitrogênio líquido, de aproximadamente -196°C, mas existem tratamentos realizados abaixo de zero, por volta de -70°C [17]. Esse processo pode ser acrescentado em diferentes etapas do processo térmico, sendo logo após a têmpera e antes do primeiro revenimento, logo após o primeiro revenimento, ou mesmo no final do processo térmico, após o último revenimento.
Os resultados dos testes mecânicos indicaram maior resistência à tração final, melhor ductilidade e maior módulo de elasticidade após o tratamento criogênico [17]. Aqui estamos considerando uma etapa do processamento das peças, mas podemos também avaliar o processo de fabricação.
O processo de Spray forming em aços ferramenta oferece oportunidades únicas para desenvolver aços com propriedades específicas, pois este processo permite um alto grau de liberdade em relação aos elementos de liga. Além disso, a rápida taxa de solidificação desenvolve uma microestrutura adequada para muitas aplicações de aço ferramenta [18].
A fabricação de aços ferramenta de alta liga com bom rendimento antes só era possível através da metalurgia do pó, mas agora também é possível com o uso de moldagem por pulverização [18]. Alguns aspectos são promovidos por esses métodos, tais como resistência ao desgaste abrasivo de alta a excelente em combinação com boa ductilidade e dureza de trabalho variando de 45 a 66 HRC estão disponíveis [18]. Abaixo, na Figura 5 é apresentada a comparação da microestrutura dos aços convencionais com o fabricado pela metalurgia do pó.
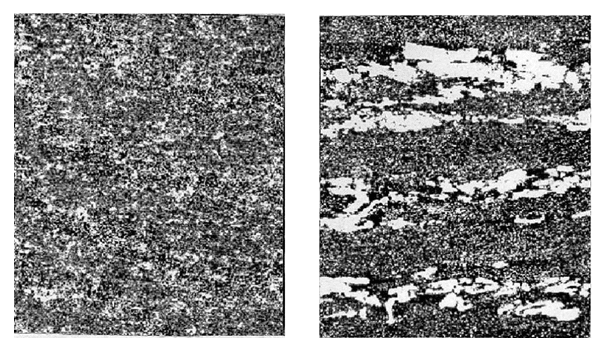
Figura 5 – Comparação entre microestruturas: a esquerda uma estrutura muito homogênea com carbonetos muito pequenos em um aço AISI D2 fabricado pela metalurgia do pó; a direita um aço AISI D2 fabricado por lingotamento convencional [18].
Claramente, as propriedades de um material mais homogêneo e com microestrutura mais refinada promove aos materiais boas propriedades mecânicas, uma delas é a ductilidade.
Conteúdo não pode ser publicado ou redistribuído sem prévia autorização. Elaboração e Edição: Thiago Cortiz e Renata Brandolin
Referências
[1] Callister Jr., W. D. Fundamentos da ciência e engenharia de materiais. Rio de Janeiro: LTC Editora, 2006;
[2] AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E8M01A (2001). Standard test methods of tension testing of metallic materials. Metric. Philadelphia.;
[3] Ensaios Mecânicos de Materiais Metálicos, Fundamentos teóricos e práticos. 5º. Edição. Sérgio Augusto de Souza;
[4] Steven E. Hughes, Chapter 4 – Materials and Their Weldability, Editor(s): Steven E. Hughes, In Woodhead Publishing Series in Welding and Other Joining Technologies, A Quick Guide to Welding and Weld Inspection, Woodhead Publishing, 2009, Pages 36-48, ISBN 9781845696412, https://doi.org/10.1016/B978-1-84569-641-2.50004-0.
[5] .R. Barnett, 3 – Twinning and its role in wrought magnesium alloys, Editor(s): Colleen Bettles, Matthew Barnett, In Woodhead Publishing Series in Metals and Surface Engineering, Advances in Wrought Magnesium Alloys, Woodhead Publishing, 2012, Pages 105-143, ISBN 9781845699680, https://doi.org/10.1533/9780857093844.1.105.
[6] Barnett MR. Twinning and the ductility of magnesium alloys Part II: ‘Contraction’ twins. Materials Science and Engineering 2007; 464: 8.
[7] Wonsiewicz BC and Backofen WA. Plasticity of magnesium crystals. Transactions of the Metallurgical Society of AIME 1967; 239: 1422.
[8] Hartt WH and Reed-Hill RE. Internal deformation and fracture of second-order {1011}–{10 12} twins in magnesium. Transactions of the Metallurgical Society of AIME 1968; 242: 1127.
[9] Reed-Hill RE. Written discussion. Transactions of the ASM 1959; 51: 105.
[10] Harshad Bhadeshia, Robert Honeycombe, Chapter 11 – The Embrittlement and Fracture of Steels, Editor(s): Harshad Bhadeshia, Robert Honeycombe, Steels: Microstructure and Properties (Fourth Edition), Butterworth-Heinemann, 2017, Pages 303-341, ISBN 9780081002704, https://doi.org/10.1016/B978-0-08-100270-4.00011-1.
[11] POWELL, G. W. The fractography of casting alloys. Materials characterization, v. 33, n. 3, p. 275-293, 1994.
[12] Weinberg, F. The strength and ductility of continuouslycast steels above 800°C. Metall Mater Trans B 10, 513–522 (1979). https://doi.org/10.1007/BF02662551.
[13] K. Itu, Proc. Third US. Nut. Cong. Applied Mechanics, 563, June, 1958.
[14] C. Cruenwald, Mod. Plus., 38, 137, September, 1960.
[15] S. Bahadur; A. Henkin (1973). Investigation of the ductility of rolled polymers. , 13(6), 422–428. doi:10.1002/pen.760130605.
[16] Zhu, Jian & Zhang, Zhihao & Xie, Jianxin. (2019). Improving strength and ductility of H13 die steel by pre-tempering treatment and its mechanism. Materials Science and Engineering A. 10.1016/j.msea.2019.02.085.
[17] Hadi Ghasemi-Nanesa, Mohammad Jahazi, Simultaneous enhancement of strength and ductility in cryogenically treated AISI D2 tool steel, Materials Science and Engineering: A, Volume 598, 2014, Pages 413-419, ISSN 0921-5093, https://doi.org/10.1016/j.msea.2014.01.065.
[18] O. Sandberg and L. Jonson, NEW GENERATION OF TOOL STEELS MADE BY SPRAY FORMING, 6TH INTERNATIONAL TOOLING CONFERENCE, September 2002