
10 de maio de 2022

O alívio de tensão é um processo de tratamento térmico que se baseia no resfriamento lento para obter o efeito desejado e é influenciado por vários fatores, incluindo o estresse interno induzido nas peças pelos vários métodos de fabricação e processamento anterior. Aqui vamos ver um pouco do processo.

Figura 1 – Processo de alívio de tensões em forno a vácuo. Fonte: [1].
Sumário
O alívio de tensão é um processo de tratamento térmico que se baseia em aquecimento seguido de resfriamento lento para atingir o efeito desejado e é influenciado por vários fatores, incluindo a tensão interna induzida nas peças pelos vários métodos de fabricação (por exemplo, dobra, cisalhamento, forjamento, serragem, usinagem, retificação, fresagem, torneamento, soldagem, etc.) e processamento prévio.
Processos que dependem de resfriamento lento possuem como regra geral, quanto maior ou mais complexa for a peça, maior a quantidade de tensão interna presente.
O alívio de tensão pode ser diferenciado de outros processos de resfriamento lento, pois geralmente é realizado abaixo da temperatura crítica mais baixa (Ac1, que é a temperatura final de transformação de austenita para ferrita). No diagrama de fases dos aços, existem temperaturas que mudam suas fases, uma dessas fases é a austenita, que ocorre em altas temperaturas em aço ferramenta, por exemplo.
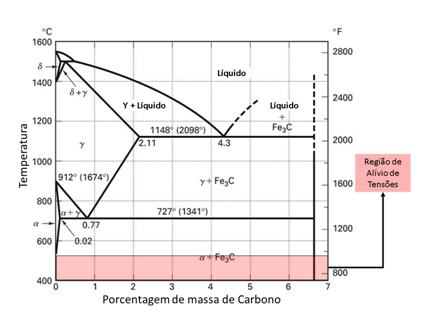
Figura 2 – Diagrama de fases ferro -carbono.
O tempo na temperatura (ou tempo de encharque) depende de fatores como a complexidade da peça, e deve ser deixado tempo suficiente para alcançar a redução desejada no nível de tensão residual. Após o alívio de tensão, o aço é resfriado a uma taxa suficientemente lenta para evitar a formação ou reintrodução de tensões térmicas excessivas. Nenhuma mudança de fase microestrutural ocorre durante o processo de alívio de tensão.
O alívio de tensão geralmente requer um “ar frio” para não reintroduzir a tensão no material, mas o que isso realmente significa? Um resfriamento ao ar calmo pode ser definido como resfriamento a uma taxa de 22°C por minuto ou mais rápido a 593°C e depois a uma taxa de 8-14°C por minuto de 593-150°C. Abaixo de 150°C, qualquer taxa de resfriamento pode ser usada.
Lembrando que para cada aço, para cada liga, uma temperatura deve ser aplicada. Altas taxas de resfriamento em aço ferramenta geram mudança de fase, ou seja, pode temperar, e assim criar mais tensão no material.
Para aços carbono, as operações de alívio de tensão são normalmente realizadas a 40-75°C abaixo da temperatura crítica mais baixa – na faixa de 500-650°C. Também é importante entender que a eliminação das tensões internas não é instantânea, sendo uma função tanto da temperatura quanto do tempo para o máximo benefício. Normalmente, é necessária uma hora por polegada (~25 mm) de área de seção transversal máxima (uma vez que a peça tenha atingido a temperatura). Após a remoção do forno, as peças são resfriadas a ar em ar parado.
O resfriamento rápido servirá apenas para reintroduzir o estresse, e esse é o erro mais comum cometido nas operações de alívio de estresse. Estima-se que este ciclo remova mais de 90% das tensões internas. O alívio de tensão em ligas de aço geralmente é feito em temperaturas (ligeiramente) mais altas.
Para aços ferramenta, o processo é semelhante. É comum realizar uma operação de alívio de tensão na faixa de temperatura de 500-550°C, dependendo da liga, permitindo que as peças resfriem lentamente até a temperatura ambiente antes das operações subsequentes.
Para aços inoxidáveis, a situação é mais complexa. O alívio de tensão é feito na faixa de 290-425°C, que está abaixo da faixa de sensibilização. O alívio de tensão em aço inoxidável depende da forma do material, da operação que está sendo executada (por exemplo, usinagem) ou se uma montagem completa será aliviada de tensão.
No endurecimento, o resfriamento rápido (Têmpera) sozinho ou em combinação com tensões internas pré-existentes pode resultar em distorção indesejada, fratura frágil e, se próximo a soldas em certos tipos de metal, trincas por corrosão sob tensão.
Por esta razão, vários tratamentos térmicos introduzem uma “retenção de alívio de tensão” durante os tratamentos de endurecimento ou cementação. Isso envolve o aquecimento de uma carga de trabalho a uma temperatura intermediária – na faixa de 538-705°C – e imersão por um período de tempo equivalente a uma hora por polegada de área de seção transversal máxima.
A ideia é permitir que o material apresente menos tensões internas para que ocorra uma mudança dimensional mais previsível na têmpera.
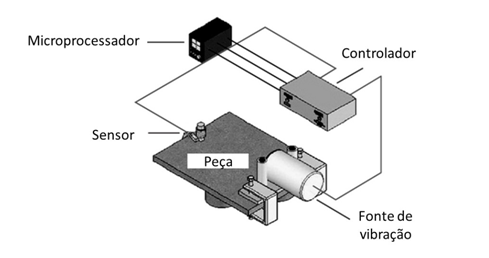
Figura 3 – Componentes do sistema VSR. Adaptado de Fonte [2]
O VSR é um método relativamente simples que induz vibrações harmônicas ou sub-harmônicas de alta amplitude dentro de um material. Todos os metais têm uma frequência harmônica natural. O alívio de tensão vibratória depende desse fato e afeta um material semelhante ao de um golpe de martelo – enviando uma onda de energia vibracional para a rede cristalina até que toda a energia seja dissipada por atrito interno.
A diferença é a fonte de vibração. O alívio de tensão vibratório normalmente emprega um motor elétrico para fornecer uma fonte constante de vibrações de energia fixa (ou variável). Energia suficiente resulta dessas vibrações para que as discordâncias da rede se reposicionem e retornem a um estado de tensão mais baixo. Desta forma, as tensões residuais são reduzidas no material.
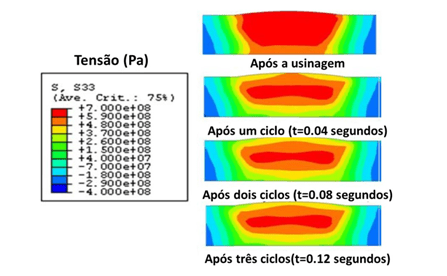
Figura 3 – Simulação do processo de alívio de tensões por vibração. As cores mais quentes representam as regiões com maiores tensões na peça. Fonte: [3]
O alívio de tensão vibratório e térmico é semelhante, pois ambos os processos dependem do movimento acelerado interno para obter o alívio do estresse e ambos os processos requerem um período de imersão ou permanência. Uma diferença fundamental, no entanto, é que, se a configuração ou as condições vibratórias não forem adequadas ou mudar com o tempo, o alívio do estresse vibratório pode não produzir nenhum benefício.
A fim de diminuir as tensões residuais causadas por extensas operações de soldagem, o endireitamento de dobras pode ser usado. Normalmente é realizada por pressão hidráulica na qual a peça do componente é fixada de forma a permitir que ela seja dobrada em quatro direções – duas dobras no plano horizontal, duas no plano vertical. Um exemplo de componente para o qual esta tecnologia pode ser usada é uma carcaça de eixo.
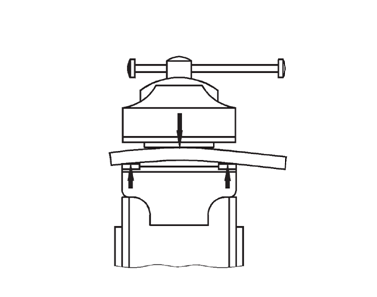
Figura 4 – Desempenamento por prensa hidráulica.
O alívio de tensão é normalmente realizado em temperaturas mais baixas do que o tratamento térmico pós-soldagem. O objetivo é reduzir as tensões residuais de fabricação, exclusivas da soldagem. O tratamento térmico pós-soldagem é um tratamento térmico de alta temperatura para reduzir as tensões residuais de soldagem e para temperar ou suavizar a zona afetada pelo calor do metal base.
Conteúdo não pode ser publicado ou redistribuído sem prévia autorização. Elaboração e Edição: Thiago Cortiz e Renata Brandolin
Referências Bibliográficas
[1] HERRING, Daniel H. Technology Trends in Vacuum Heat Treating. Industrial Heating. 2008.
[2] HSIEH, Chih-Chun. Evolution of Microstructure and Residual Stress under Various Vibration Modes in 304 Stainless Steel Welds. The Scientific World Journal. 2014. https://doi.org/10.1155/2014/895790.
[3] YANG, Y. P. Understanding of Vibration Stress Relief with Computation Modeling. In Journal of Materials Engineering and Performance. Out. de 2009.
[4] Essel Engenharia. Processos de fabricação: Aula 76 – Desempenamento. Disponível em: <https://essel.com.br/cursos/material/01/processos.htm>. Acesso em: 7 de mar. 2022.