
15 de novembro de 2020

Um dos maiores problemas na indústria é o surgimento de trincas nas ferramentas de aço. Muitos fatores levam ao surgimento delas, então temos algumas dicas de como evitá-las.
Sumário
Para evitar gastos com e desperdício de tempo durante o processo de produção, seja ele em estamparias, fundição, extrusão ou nos mais variados processos de trabalho a quente ou a frio, deve-se obter a melhor performance da ferramenta.
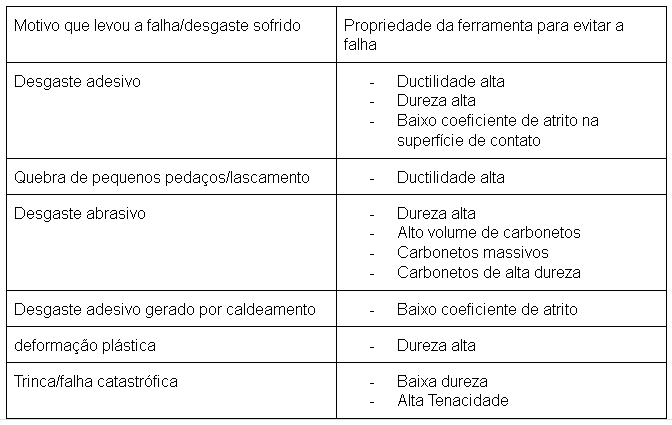
Para evitar as trincas indesejadas, podemos levar em conta a propriedade do material em relação ao tipo de trabalho, ou melhor, ao tipo de desgaste e solicitação que a ferramenta vai sofrer. Na tabela 1 temos o tipo de desgaste (ou o motivo da falha) e a propriedade que o material deve apresentar para evitá-la:
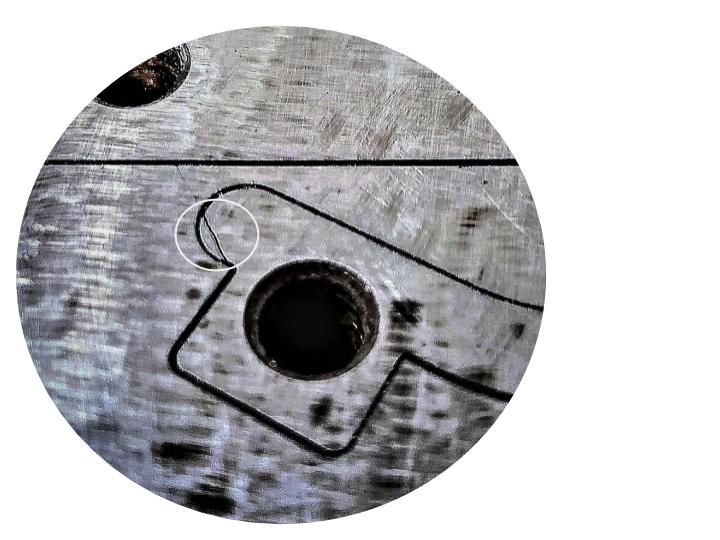
Para poder tomar medidas que impeçam o surgimento de trincas na peça, devemos analisar os processos que são realizados desde a aquisição da matéria prima, até a utilização da ferramenta. A Figura 1 mostra uma peça que apresentou uma trinca durante o trabalho. Tal trica foi ocasionada devido ao tipo de aço ferramenta não adequado.
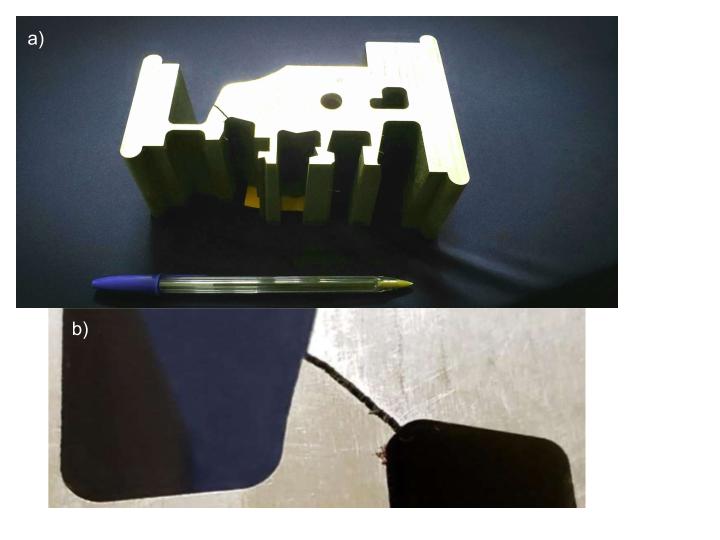
Fig 1 – Ferramenta trincada. a) a visão geral da ferramenta e b) detalhe da trinca ocasionada.
Verificar os furos, cantos vivos, complexabilidade da geometria da ferramenta, espessuras em regiões críticas, etc. O projeto é uma das etapas mais importantes da produção da ferramenta, e uma das etapas que deve sempre mudar junto com as mudanças tecnológicas.
Por exemplo quando um novo aço surge no mercado, o setor de projetos deve avaliar novos produtos para solucionar problemas e aumentar a produção, mesmo que tenha que se modificar alguns parâmetros de processo.
O aço ferramenta deve ser escolhido, muitas vezes na etapa de projeto, mas ao longo de seu desenvolvimento a matéria prima pode ser modificada para melhorar a ferramenta e sua produção. Principalmente quando novos aços com tecnologias e propriedades avançadas se sobressaem aos aços utilizados normalmente desde 50 anos atrás (ou mais).
Deve-se avaliar nos aços algumas propriedades, tais como:
Claro que estas acima são algumas propriedade importantes, mas existem outras, e cada processo possui sua particularidade. Aços que apresentam boa dureza, com alta tenacidade e usinabilidade devem ser preferíveis [2].
Um fornecedor de aço confiável deve ser escolhido, pois muitos problemas relacionados com a sua ferramenta podem ser solucionadas com o aço adequado.
Durante o tratamento térmico, deve-se analisar:
Se for possível, deve-se acompanhar de perto o tratamento térmico, pois esta é uma importante etapa para se obter as melhores propriedades do material. Além disso, se for possível substituir algumas etapas de tratamento térmico, é uma grande vantagem.
Por exemplo, um material trinca muitas vezes pela dureza da superfície, a trinca nucleia (aparece) na superfície do material e se propaga para o núcleo da peça. Para evitar estas trincas na ferramenta, pode-se fazer uma têmpera superficial no material, deixando sua superfície dura e impedindo a nucleação das trincas [2, 3].
Outro ponto importante é que o material apresenta boa tenacidade e ductilidade no núcleo, assim, mesmo que apresente alguma trinca na superfície, ela não irá se propagar para o núcleo, e não ocorrerá a falha/trinca catastrófica. A Figura 2 apresenta uma falha catastrófica durante o processo de têmpera:

Fig. 2 – Falha catastrófica. A peça redonda de AISI D2 se dividiu em duas partes durante a têmpera.
Para a superfície do material, podem ser realizados alguns processos, tais como:
Durante a produção da ferramenta, algumas etapas são realizadas, como:
Nestas etapas, são importantes alguns cuidado, como:
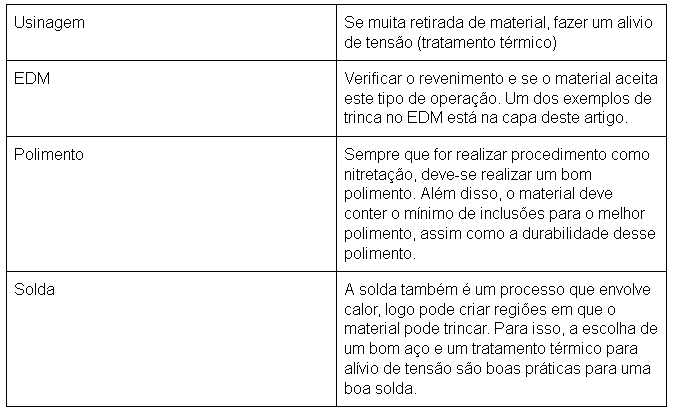
Tabela 2 – Processos de produção e alguns cuidados tomados ao realizá-los.
Os fatores como o tipo de trabalho, o esforço realizado, o tipo de material a ser conformado, a temperatura de trabalho, a quantidade de peças produzidas, a capacidade da máquina, a estabilidade (e o estado) da máquina, a lubrificação, a taxa de produção desejada e a manutenção devem ser verificadas para evitar falhas na ferramenta, aumentar vida útil e evitar trinca em ferramentas de aço.
Quanto a manutenção, principalmente em materiais como o AISI D6, durante a retífica deve-se avaliar bem o processo para não ocorrer a “queima” do material, trazendo regiões que podem apresentar não conformidade.
Conteúdo não pode ser publicado ou redistribuído sem prévia autorização. Elaboração e Edição: Thiago Cortiz e Renata Brandolin
Referências:
[1] Brasimet – Yoshida, S. Seleção de aços e tratamentos térmicos para ferramentas de conformação a frio – estamparia. http://ftp.demec.ufpr.br/disciplinas/TM206/Prof_Marcondes/
Selec.%20de%20A%E7os%20e%20Trat.%20T%E9rm.%20para%20Ferram.%20Estamparia.pdf
[2] SILVA, A.L.V.C; MEI, P.R.Aços e ligas especiais. 3.ed. São Paulo. Edgar Blucher,2010;
[3] Callister Jr., W. D. Ciência e engenharia de materiais. Rio de Janeiro: LTC Editora, 2008;